А.С. Алимов
Практическое применение электронных ускорителей
"До сих пор ускорители, как
правило, делались для исследовательских цепей
– для
изучения строения материи. Однако в проникающей радиации
таятся большие практические возможности.
Свойство
частиц преодолевать любые преграды, достигающие иногда
нескольких метров толщины, используются в интроскопии
или внутривидении.
На
способности частиц высоких энергий возбуждать и
разрушать молекулы вещества, что приводит к образованию
новых материалов, основана новая перспективная наука –
радиационная химия.
Смертоносное действие определенных доз радиации на
бактерии и насекомых можно использовать для дезинсекции
и дезинфекции зерна, стерилизации медикаментов, конcервирования
пищевых продуктов, обеззараживания сточных вод.
Радиационное излучение служит верным
помощником врачами биологам, когда они стремятся
стимулировать полезные для жизни процессы в живой клетке
и приглушить вредные. Хорошо сфокусированный луч,
несущий в себе огромную концентрацию тепловой энергии,
можно использовать для резки и плавки металла, бурения
горных пород. И, наконец, туг таится решение еще одной
интереснейшей проблемы - трансляции энергии на большие
расстояния. ..."
"Не
надо смешивать радиацию с радиоактивностью.
Радиоактивные элементы, излучающие радиацию
неконтролируемо и непрерывно, черезвычайно опасны.
Сколько-либо заметное их количество в воздухе или воде
приводит, попадая в организм человека, к нежелательным
последствиям. Ускорители дают радиацию только в нужном
месте и в нужный момент: в нерабочем состоянии они так
же безопасны, как выключенные рентгеновский аппарат или
трансформаторная будка. Что касается самих облученных
материалов, включая продукты питания, то они не содержат
никакой наведенной радиоактивности, пользоваться ими так
же безопасно, как держать в руках рентгеновский снимок
ваших легких или желудка..."
Академик Г.И.Будкер,
1969г. |
ОГЛАВЛЕНИЕ
Введение.
1. Применение электронных ускорителей в
радиационных технологиях.
1.1. Радиационное модифицирование
материалов.
1.1.1.
Производство кабелей и проводов с радиационно-сшитой изоляцией.
1.1.2.
Изготовление упрочненных и термоусаживающихся изделий.
1.1.3.
Вулканизация эластомеров и изделий из них.
1.2. Радиационная полимеризация.
1.2.1.
Радиационное отверждение покрытий.
1.2.2.
Радиационная прививочная полимеризация.
1.2.3.
Производство модифицированных пористых материалов.
1.3. Радиационная деструкция.
1.4. Радиационная стерилизация
медицинских изделий.
1.5. Использование ионизирующего
излучения для охраны окружающей среды.
1.5.1.
Радиационная очистка природной воды.
1.5.2.
Радиационная очистка сточных вод и осадков сточных вод.
1.5.3.
Радиационная очистка выбросных газов.
1.5.4.
Радиационная обработка твердых отходов.
1.6. Радиационная обработка пищевых
продуктов.
1.7. Радиационно-физическая
технология.
2. Применение электронных ускорителей в медицине.
2.1. Лучевая
терапия.
2.2. Лучевая
терапия злокачественных новообразований
2.3. Лучевая
терапия неопухолевых заболеваний
2.4.
Интраоперационная лучевая терапия.
3. Применение электронных ускорителей в досмотровых
комплексах.
3.1. Методы досмотра грузов.
3.2. Критерии оценки эффективности
досмотровых систем.
3.3. Классификация инспекционно-досмотровых комплексов.
3.4. Основные компоненты инспекционно-досмотровых комплексов на базе электронных ускорителей.
3.5. Радиационная безопасность инспекционно-досмотровых комплексов на базе электронных ускорителей.
4. Применение электронных ускорителей для
дефектоскопии.
Введение
Первые
ускорители заряженных частиц были разработаны в конце двадцатых
– начале тридцатых годов для проведения фундаментальных
исследований в области атомной и ядерной физики. С тех пор
энергия ускоренных частиц увеличивалась на порядок примерно
каждые десять лет, позволяя всё дальше заглядывать в глубины
строения вещества. С ростом энергии в геометрической прогрессии
росли размеры ускорителей и расходы на их строительство и
эксплуатацию. В настоящее время затраты на строительство
ускорителей на сверхвысокие энергии, например, таких как Большой
Адронный Коллайдер (LHC)
в ЦЕРНе под силу только объединению из нескольких высокоразвитых
стран.
Параллельно
с ускорителями на высокие и сверхвысокие энергии,
предназначенными для фундаментальных научных исследований,
разрабатывались разнообразные типы ускорителей на средние и
низкие энергии для прикладных целей. К этим ускорителям
предъявляется ряд специфических требований. Прежде всего, это
экономичность, простота в обслуживании, надёжность,
безопасность. Сейчас можно наблюдать во многих странах
стремительный рост числа подобных установок для использования в
промышленности, медицине, сельском хозяйстве, таможенном
контроле, экологическом мониторинге и т.д.
Наибольшее распространение в
радиационных технологиях в настоящее время получают электронные
ускорители. Электронные пучки и пучки тормозного γ-излучения,
получаемые на электронных ускорителях, широко применяются для
радиационного модифицирования материалов, радиационной
полимеризации, стерилизации медицинских изделий, обработки
пищевых продуктов, в радиационно-физических технологиях, а также
в экологии для очистки сточных вод, выбросных газов и обработки
твердых отходов.
Радиационные технологии в промышленности обладают высокими
экономическими показателями: низкие эксплуатационные расходы,
экономия сырья и материала, соответствие экологическим нормам,
высокая производительность.
В настоящее время во всем мире активно развивается такое
направление современной медицины, как ядерная медицина,
использующая радиационные технологии для диагностики и терапии в
различных областях научной и практической медицины — в основном
в онкологии, кардиологии, а также в урологии, нефрологии,
пульмонологии и др. В ядерной медицине в настоящее время
используются как электронные, так и протонные ускорители.
Протонные ускорители применяются для наработки радионуклидов
для медицинской диагностики (позитронно-эмиссионная томография),
а также в протонной лучевой терапии (ПЛТ) раковых опухолей. ПЛТ
оценивается как весьма перспективный метод лучевой терапии.
Применение пучков протонов и тяжелых ионов позволяет локально
воздействовать на опухоль и, таким образом, подавлять ее, не
нанося существенного вреда прилегающим здоровым тканям. В мире
действует около десяти клинических центров ПЛТ, а в России пока
нет ни одного. ПЛТ пока остается очень затратным методом, так
как протонные ускорители массивны и дороги.
Существенно более компактные и дешевые электронные ускорители
широко используются в лучевой терапии злокачественных
новообразований, неопухолевых заболеваний, а также в новом
направлении современной медицины – интраоперационной лучевой
терапии. Следует отметить, что лучевая терапия на сегодняшний
день является единственным методом терапии удаленных метастаз
раковых опухолей.
В последние годы компактные электронные ускорители начали
широко использоваться таможенными службами различных стран для
получения изображения содержимого крупнотоннажных металлических
контейнеров. На основе электронных ускорителей создаются
таможенные инспекционно-досмотровые комплексы, позволяющие
обнаружить контрабандный товар в автомобилях и различных
контейнерах, железнодорожных вагонах и цистернах. При этом
контролируемый объект можно распознать в его мельчайших – до 1
мм – деталях. Также распознается неоднородность плотности
содержимого. Основное назначение инспекционно-досмотровых
комплексов – установление соответствия заявленного в документах
груза реально перевозимому. Также они могут использоваться для
дистанционного контроля качества грузов и материальных
ценностей, поступающих на хранение в государственный резерв.
Объем российского рынка досмотрового оборудования составляет
порядка 25-30 млн. долл. в год и можно уверенно говорить о его
дальнейшем росте в силу ужесточения требований безопасности,
возможности террористических угроз.
Требования надежности в атомной, химической, нефтегазовой,
судостроительной промышленности приводят к необходимости
неразрушающего контроля крупногабаритных изделий, включающего
обнаружение и идентификацию дефектов: раковин, трещин, полостей,
инородных включений и т.п. Для радиационной дефектоскопии
изделий большой толщины единственным инструментом,
обеспечивающим требуемый контроль качества, являются электронные
ускорители.
Основные практические применения электронных ускорителей в
радиационных технологиях, медицине, при создании
инспекционно-досмотровых комплексов, а также для неразрушающего
контроля качества материалов в радиационной дефектоскопии
представлены в Таблице 1.
Следует отметить, что электронные ускорители, существующие и
разрабатываемые в НИИЯФ МГУ, перекрывают практически весь спектр
рассмотренных практических применений электронных ускорителей.
Таблица 1.
Практические применения электронных ускорителей.
|
Радиационные технологии |
|
Модифицирование материалов |
- Производство кабелей и проводов
с радиационно-сшитой изоляцией;
- Изготовление упрочненных и термоусаживающихся изделий;
- Вулканизация эластомеров и изделий из них. |
|
Полимеризация |
- Отверждение покрытий;
- Прививочная полимеризация;
- Производство модифицированных пористых материалов. |
|
Радиационная деструкция |
- Получение корма и кормовых добавок из
целлюлозосодержащих отходов;
- Регулирование молекулярной массы полимеров;
- Деструкция тефлона и резин. |
|
Стерилизация медицинских изделий |
- Стерилизация медицинских изделий одноразового
пользования;
- Стерилизация фармацевтических препаратов;
- Стерилизация органов и тканей, используемых в
имплантационной хирургии. |
|
Охрана окружающей среды |
- Очистка природной воды;
- Очистка сточных вод и осадков сточных вод;
- Очистка выбросных газов;
- Обработка твердых отходов. |
|
Радиационная обработка пищевых продуктов |
- Замедление прорастания овощей при хранении;
- Дезинсекция зерна и фруктов;
- Стерилизация мясных продуктов. |
|
Радиационно-физическая технология |
- Легирование полупроводников;
- Обработка изделий электронной техники;
- Изменение цвета кристаллических и стеклянных изделий;
- Наработка радиоактивных изотопов, удаленных от полосы
β-стабильности. |
|
Электронные ускорители в медицине |
|
Лучевая терапия злокачественных новообразований |
- Радикальная лучевая
терапия;
- Паллиативная лучевая терапия;
- Симптоматическая лучевая терапия. |
|
Лучевая терапия неопухолевых заболеваний |
-
Заболевания воспалительного характера;
- Дегенеративно-дистрофические процессы
опорно-двигательного аппарата;
- Невралгии, невриты, фантомные боли, болезни кожи и др. |
|
Интраоперационная лучевая терапия |
- Рак молочной железы;
- Рак желудка,
ободочной и прямой кишок;
- Рак яичников и тела
матки;
- Остеогенная саркома |
|
Инспекционно-досмотровые комплексы (ИДК) |
|
-
Интроскопия легковых автотранспортных средств весом до
3-х тонн;
- Интроскопия
крупногабаритных объектов (контейнеров, трейлеров,
вагонов). |
|
Радиационная дефектоскопия |
|
- Неразрушающий контроль
крупногабаритных изделий в атомной, химической,
нефтегазовой, судостроительной промышленности (толщины
контролируемых изделий в стальном эквиваленте до 600
мм). |
1. Применение электронных ускорителей
в радиационных технологиях
Радиационная технология изучает,
разрабатывает и совершенствует методы, приемы и устройства, в которых
используются ионизирующие излучения – электроны и тормозное γ-излучение
электронных ускорителей. Радиационная технология подразделяется на
радиационно-химическую, радиационно-физическую и радиационно-биологическую
Современная радиационно-химическая технология развивается, главным образом, в
следующих направлениях:
- радиационное модифицирование материалов (преимущественно
полимерных);
- радиационная полимеризация, в том числе радиационное отверждение и
радиационная прививочная полимеризация;
- радиационная деструкция (в основном полимерных материалов);
- экология.
Главными направлениями
радиационно-биологической технологии являются:
- радиационная стерилизация медицинских изделий;
- радиационная обработка пищевых продуктов.
К радиационно-физической технологии
относятся:
- радиационное легирование полупроводников;
- радиационная обработка изделий электронной техники;
- изменение цвета кристаллических и стеклянных изделий.
1.1. Радиационное модифицирование
материалов.
Радиационное модифицирование
материалов – это направленное полезное изменение их свойств в результате
облучения. Наиболее часто ионизирующее излучение применяется для модификации
полимеров, поскольку вследствие высокой молекулярной массы полимера даже
сравнительно небольшие дозы могут вызвать существенное изменение его свойств.
Самым важным в практическом
отношении радиолитическим превращением в полимерах является сшивание. Сшивание
используется в разнообразных промышленных процессах, таких как модифицирование
полиолефиновой (преимущественно полиэтиленовой и поливинилхлоридной) изоляции
кабелей и проводов, изготовление упрочненных и термоусаживающихся пленок,
трубок, получение пенопропилена, вулканизация эластомеров и изделий из них
(компонентов шин, каучуков с целью изготовления на их основе термостойких
самослипающихся электроизоляционных лент и резино-стекло-ткани, латекса
натурального каучука, резиновых перчаток и др.).
1.1.1. Производство кабелей и проводов с
радиационно-сшитой изоляцией.
Радиационное сшивание полиолефинов
приводит к к повышению их механической прочности, термостойкости, улучшению
электроизоляционных свойств. Этот процесс широко используется в производстве
кабелей и проводов. Радиационным методом модифицируют преимущественно
полиэтиленовую изоляцию и изоляцию из поливинилхлорида. Также в качестве
изоляции используется радиационно-сшитый полиуретан.
Источниками ионизирующего
излучения, применяемыми для облучения кабелей и проводов, являются электронные
ускорители с энергиями 0.3 – 5 МэВ и мощностью до сотни киловатт. Доза,
необходимая для сшивания полиэтилена, составляет 200 – 400 кГр и может быть
заметно снижена путем введения в полиэтилен сенсибилизаторов - веществ,
способствующих повышению чувствительности полиэтилена к воздействию
ионизирующего излучения. Использование сенсибилизаторов приводит к снижению дозы
облучения до 50 – 150 кГр.
Радиационное сшивание полимеров
имеет ряд преимуществ перед химическим сшиванием. Среди них – лучшие
эксплуатационные характеристики продукта, меньшая стоимость процесса, более
низкие энергетические затраты, выигрыш в рабочих площадях. Провода и кабели с
радиационно-сшитой полимерной изоляцией производятся промышленностью многих
стран и применяются в системах связи, военной и космической технике, электронном
и компьютерном оборудовании, автомобильных электрических схемах, ядерных
реакторах и др.
1.1.2. Изготовление упрочненных и термоусаживающихся
изделий.
Реализованным в промышленности
радиационно-химическим процессом, базирующимся на сшивании полимеров, является
изготовление упрочненных и термоусаживающихся изделий. Среди них –
термоусаживающиеся пленки, ленты, мешки, трубки, трубы, шланги и изделия более
сложной конфигурации, применяющиеся в нефтегазовой, электротехнической,
автомобильной и пищевой промышленности, электронной технике, судостроении,
строительстве.
В основе изготовления
термоусаживающихся изделий лежит эффект ‘памяти’ (или ‘запоминания формы’). Суть
его заключается в том, что полимерный материал, облученный до дозы, величина
которой меньше дозы гелеобразования, деформированный при температуре выше
температуры плавления кристаллитов (структуры в полимерах с трехмерным дальним
порядком, образуемые звеньями макромолекул; размер этих структур не превышает
нескольких мкм) и затем быстро охлажденный, после повторного нагревания до той
же температуры стремится (из-за образования пространственной сетки) восстановить
исходную форму. Если этим материалом обтянуть какой-либо предмет, то после
нагревания он образует на нем плотную оболочку. В производстве
термоусаживающихся изделий применяют электронные ускорители. Для облучения
трубок используются электронные пучки с энергией 1 – 3 МэВ, а в случае пленок и
лент – пучки с энергией 0.5 – 1.0 МэВ. Дозы, необходимые для производства
термоусаживающихся трубок и лент, составляют 50 – 150 кГр.
1.1.3. Вулканизация эластомеров и изделий из них.
В случае эластомеров вместо понятия
“сшивание” используется термин “вулканизация”. Радиационная вулканизация ряда
эластомеров и изделий из них нашла широкое промышленное применение.
а) Вулканизация компонентов шин.
С конца 50-х годов
считалось, что весьма перспективная область применения ионизирующего излучения –
радиационная вулканизация автомобильных покрышек. Однако позднее оказалось, что
этот процесс нецелесообразно проводить из-за сложности конфигурации покрышек,
разнородности химической природы компонентов шин и особенно наличия корда,
прочность которого в результате облучения снижается. Более успешным с
практической точки зрения оказалось предварительное облучение заготовок
отдельных компонентов шин – протекторов, каркасов, боковых стенок и т.п. – перед
сборкой, формованием и термовулканизацией. В качестве источников излучения
использовались и используются электронные ускорители с энергией 0.8 – 1 МэВ.
Дозы, требующиеся для обработки, в зависимости от типа изделия, варьируются от 1
до 200 кГр. Такая предварительная обработка позволяет увеличить прочность сырых
смесей, заменить часть натурального каучука на синтетический и сократить общую
длительность изготовления покрышек на ~20%. Предварительная радиационная
обработка компонентов шин широко используется ведущими мировыми производителями.
Например, в Японии в настоящее время с этой целью используется 29 электронных
ускорителей, и радиационной обработке подвергается 90% производимых шин.
б) Другие процессы, основанные на вулканизации эластомеров.
В промышленности используется ряд
других процессов на основе вулканизации эластомеров:
- Радиационная вулканизация латекса натурального каучука является
одной из стадий изготовления резиновых перчаток для работы с
радиоактивными препаратами.
- Вулканизация резины на основе бутадиен-стирольного каучука под
действием излучения электронного ускорителя применяется в производстве
резиновых “подушек” для гусениц танков.
- С использованием электронного излучения ускорителей разработаны
технологии получения кровельного и гидроизоляционного материала с
атомосферостойким слоем из этилен-пропиленового каучука.
1.2. Радиационная полимеризация.
Значительное число радиационных
процессов, реализованных в промышленном масштабе, базируется на радиационной
полимеризации мономеров и их смесей. Сюда прежде всего относятся радиационное
отверждение покрытий под действием электронных пучков и радиационная прививочная
полимеризация.
1.2.1. Радиационное отверждение покрытий.
Радиационное отверждение покрытий внедрено в промышленность
во многих странах. По мощности используемых электронных ускорителей этот процесс
занимает второе место после радиационного сшивания изоляции кабелей и проводов.
Значительный интерес к радиационному отверждению обусловлен в первую очередь его
преимуществами перед термохимическим отверждением. К ним относятся существенно
меньший (в ~85 раз) расход энергии, выигрыш в рабочих площадях, высокая скорость
процесса, проведение его при комнатной температуре, меньший расход реагентов.
Следует особо подчеркнуть, что радиационное отверждение – более чистый в
экологическом отношении процесс.
Основу отверждаемых композиций составляют смеси ненасыщенных
олигомеров и виниловых мономеров. Кроме олигомеров и мономеров композиции могут
содержать пигменты, наполнители, ингибиторы, стабилизаторы и другие добавки. При
облучении происходит сополимеризация олигомера и мономера с образованием
прочного и нерастворимого трехмерного сшитого полимера. К настоящему времени
разработаны и внедрены в промышленность технологии радиационного отверждения
различных полимерных покрытий (лакокрасочных, адгезионных, магнитных,
металлизированных, печатных красок и др.) на многих поверхностях (деревянных,
металлических, керамических, каменных, бумажных, полимерных, на магнитных
дисках, массивных корпусах ракет и др.).
Дозы, требующиеся для отверждения покрытий, зависят от
состава отверждаемой композиции и условий облучения и находятся в пределах 20 –
200 кГр. Поскольку толщина покрытий, как правило, небольшая, то в этой области
технологии применяются преимущественно низкоэнергетические ускорители с энергией
от 0.15 до 0.4 МэВ. В тех случаях, когда отверждение покрытия сочетается,
например, со сшиванием полимерной подложки, используются электронные ускорители
с энергиями 1.2 – 1.5 МэВ.
1.2.2. Радиационная прививочная полимеризация.
Радиационная прививочная полимеризация применяется для
улучшения свойств материалов (главным образом полимерных). На практике этот
процесс используется для отделки текстильных изделий, прививки акриловой кислоты
к полиэтилену с целью увеличения адгезии к алюминию, при получении ионообменных
мембран и т.п. Важная область применения – радиационная биотехнология.
а) Радиационная биотехнология.
Исследования и технологические разработки в области
радиационной биотехнологии проводятся в двух основных направлениях: изготовление
биосовместимых материалов и иммобилизация биоактивных веществ в полимерных
матрицах.
В качестве биоматериалов часто используются синтетические
полимеры. Главный из их недостатков – наличие токсичных веществ, которые могут
вымываться в водную биологическую среду. Основным радиационным методом получения
биосовместимых материалов является прививочная полимеризация. Этот метод
наиболее часто применяется для получения гидрогелей, главным образом на основе
полиакриламида, поливинилового спирта и полиэтиленоксида. Преимуществом
радиационного сшивания является сравнительная простота выполнения, возможность
широкого регулирования густоты сетки путем подбора условий облучения (мощность
дозы, доза), возможность использования пониженных температур, чистота
получаемого продукта (отсутствие инициаторов) и одновременная стерилизация.
Радиационно-сшитые гидрогели используются как носители биологически активных
веществ (ферменты, лекарства и т.д.), в качестве имплантатов, протезов, глазных
линз, медицинских мембран, перевязочных материалов и биологических сред для
изучения и культивирования микроорганизмов.
Технические приемы и методы, которые используются в
радиационной полимеризации, применяются для получения различного рода
имплантатов, главным образом для лечения пораженных участков кожи, а также для
создания протезов. Разработаны методы получения имплантатов коллагена путем
облучения смеси мономеров или полимеров с коллагеном. Имплантаты хорошо
совместимы с кровью и не вызывают воспалений. Имплантаты применяются в хирургии
и могут использоваться как субстраты в биотехнологии. Изучены протезы на основе
полиэфируретана с радиационно модифицированной внутренней поверхностью.
Модифицирование осуществлялось путем радиационной прививки акриламида на
внутреннюю поверхность трубок. Разработан метод модифицирования наполнителей для
полимеров, используемых в зубоврачебной технике. С помощью радиационной
прививочной полимеризации созданы имплантаты для лечения кожи на пораженных
ожогом участках человеческого тела. Для этой цели обычно используют силиконовый
каучук, модифицированный прививкой гидрофильных мономеров или модифицированный
вулканизованный натуральный каучук.
Несомненно, что в ближайшие годы можно ожидать появления на
рынке новых полимерных биоматериалов, полученных с использованием методов
радиационной полимеризации.
б) Иммобилизация биоактивных веществ.
Большое практическое применение нашли радиационные методы
иммобилизации биоактивных веществ (антибиотиков, антител, антигенов,
противораковых препаратов, бактериальных клеток, контрацептивов, гормонов,
иммунодиагностичесих веществ и др.) в полимерных матрицах с целью уменьшения их
подвижности. Главные цели иммобилизации следующие: фиксация и уменьшение
растворимости биоактивного вещества для удлинения срока его действия, придание
материалу необходимой формы и размеров, повышение стабильности при действии
тепла и химических реагентов, контролируемое замедленное выделение для
умеренного и локального воздействия. Основные области применения
радиационно-иммобилизованных биоматериалов могут быть подразделены на две
группы: 1 – биохимические процессы с участием иммобилизованных энзимов, дрожжей,
бактериальных клеток и т.п.; 2 – биомедицинские приложения (системы с
контролируемым выделением лекарственных веществ, иммунологические наборы,
искусственные органы и т.д.), в которых принимают участие иммобилизованные
лекарственные препараты, энзимы, антитела, клетки.
Дозы, требующиеся для радиационной прививочной полимеризации,
составляют 25 – 50 кГр, причем биосовместимость получаемых веществ зависит от
мощности дозы во время прививки.
1.2.3. Производство модифицированных пористых материалов.
В настоящее время широкое распространение получил
радиационный метод модифицирования ряда пористых материалов: древесины, бетона,
асбоцемента и др. Метод заключается в пропитке этих материалов мономерами или
олигомерами с последующей полимеризацией под действием ионизирующего излучения
(обычно γ-излучения).
Полимеризация мономеров, импрегнированных в древесину,
значительно улучшает свойства последней: увеличивается механическая прочность,
повышается стойкость к гниению и уменьшается влагопоглощение. Дозы, необходимые
для полимеризации, обычно составляют 10 – 50 кГр в зависимости от природы
мономера. При дозах, превышающих 50 кГр, процесс осложняется деструкцией
древесины.
Среди других пористых материалов, модифицированных
полимерами, следует назвать бетоны. Бетонполимерные материалы, полученные
радиационным методом, имеют существенно более высокую прочность, чем исходные
бетоны; для них характерна повышенная устойчивость к внешним воздействиям. В
результате модифицирования полимерами улучшаются эксплуатационные характеристики
древесно-волокнистых материалов, гипса, картона, бумаги и т.д. Радиационная
полимеризация мономеров используется, например, в Британской библиотеке для
реставрации старых книг.
Различные оптические изделия (линзы Френеля, контактные
линзы, призмы и т.п.) могут быть получены методом низкотемпературной
радиационной полимеризации некоторых мономеров. Вследствие проведения процесса
при низкой температуре (от -50 до -780С) сжатие продукта сравнительно
небольшое, и полимер образуется прозрачным, без трещин и пузырьков даже в случае
относительно больших размеров; с помощью этого метода могут быть изготовлены
линзы Френеля площадью до 1 м2.
1.3. Радиационная деструкция.
Радиационная деструкция применяется не столь широко, как
радиационная полимеризация. Наиболее важными применениями являются получение
корма и кормовых добавок из целлюлозосодержащих отходов, регулирование
молекулярной массы полимеров, деструкция тефлона и резин из бутилкаучука.
Целлюлозосодержащие отходы (опилки, стружки, солома, мелкая
щепа и др.) содержат большое количество полисахаридов, поэтому могут
рассматриваться как потенциальный источник кормов для животных. Облучение таких
материалов существенно изменяет их свойства: они аморфизируются, снижается
содержание клетчатки, образуются мономерные и олигомерные углеводы. Так, солома
пшеницы после γ-облучения до дозы 1 МГр и кислотного гидролиза содержит в сухом
остатке ~37 % углеводов. Рассматриваемые отходы, облученные до дозы 0.2 – 0.6
МГр, могут заменить 3 – 10% обычного корма для животных.
Радиационная деструкция отходов тефлона применяется для
превращения его в порошок или низкомолекулярные продукты, имеющие практическое
значение. Необходимые дозы сравнительно высоки (до 1.5 МГр), и при достаточно
больших мощностях дозы тепло, выделяемое в полимере, обусловливает одновременную
термическую деструкцию. Получаемый в результате деструкции тефлона продукт
применяется преимущественно как смазочный материал высокого качества.
Как правило, изделия из резины на основе бутилкаучука после
сравнительно непродолжительной эксплуатации выходят из строя. Однако многие
вещества, входящие в их состав, остаются почти без изменения, и их после
соответствующей регенерации можно использовать повторно. Одним из методов такой
регенерации является радиационная обработка, приводящая к деструкции полимера.
Процесс состоит в измельчении отработанной вулканизированной резины, облучении
(может быть использовано как γ-излучение, так и электронный пучок с энергией ~1
МэВ), размалывании и т.д. Оптимальная доза составляет 50 – 100 кГр. Полученный
продукт в количестве 10 – 15% может быть добавлен к различным резиновым смесям.
1.4. Радиационная стерилизация медицинских изделий.
Радиационная стерилизация медицинских изделий является одним
из крупнейших промышленных процессов, где используются ионизирующие излучения. В
настоящее время радиационным методом стерилизуется более 50% медицинских изделий
одноразового пользования. Для стерилизации применяют как γ-излучение, так и
электронные пучки. Энергия электронных пучков составляет в основном 5 – 10 МэВ.
Пучки с более низкой энергией находят применение для стерилизации упаковки для
медицинских изделий. В последние годы расширяется применение для стерилизации
электронного излучения по сравнению с γ-излучением. Это связано как с большей
безопасностью при работе, так и с большей мощностью и, как следствие, меньшим
временем облучения.
Радиационной стерилизации, помимо медицинских изделий
одноразового пользования (шприцы, иглы, хирургические принадлежности,
имплантируемые материалы и ткани, анестезиологические и акушерские наборы,
оборудование для ингаляции, диализа и переливания крови, перевязочный материал,
маски, бандажи, пипетки и т.д.), подвергаются также некоторые фармацевтические
препараты (глазные мази и капли, мази от ожогов, солевые растворы, ветеринарные
продукты и др.), упаковочный материал. В ряде стран разрешено проведение
радиационной стерилизации различных твердых лекарственных препаратов, мазей и
суспензий, фармацевтического сырья. Этот метод используется также для
стерилизации органов и тканей человека и животных, используемых в
имплантационной хирургии.
Стерилизующая доза, принятая во многих странах, равна 25 кГр.
В ряде стран (США, Канада) не существует фиксированной стерилизующей дозы; она
определяется исходным количеством микроорганизмов в стерилизуемом продукте, их
природой и чувствительностью к действию излучения. Поэтому она может колебаться
от 15 до ~30 кГр. Указанные дозы сравнительно высоки, поэтому параллельно со
стерилизацией необходимо решать проблему радиационной стойкости препаратов и
материалов, из которых изготовлены изделия. Многие полимеры, используемые в
производстве медицинских изделий, обладают достаточно высокой радиационной
стабильностью, чтобы выдержать стерилизационную дозу, однако деструкция
полипропилена, широко использующегося в качестве материала шприцев, приводит к
тому, что он изменяет свой цвет и становится хрупким. Поэтому в последнее время
для производства шприцев стали использовать полипропилен, стабилизированный
некоторыми добавками.
Экономически наиболее дешевый метод стерилизации – обработка
паром, самый дорогой – применение этиленоксида; радиационный метод занимает
промежуточное положение. Однако при больших производительностях радиационная
стерилизация может конкурировать и с паровым методом. Очевидно, в перспективе
стерилизация этиленоксидом будет применяться в случае медицинских продуктов,
неустойчивых к действию тепла и ионизирующего излучения. Для многих других
изделий одноразового пользования радиационный метод станет преобладающим.
1.5. Использование ионизирующего излучения для охраны
окружающей среды.
В настоящее время исследования и технологические разработки в
этой области радиационной технологии выполняются в следующих основных
направлениях: радиационная обработка природной воды, радиационная очистка
бытовых, промышленных и сельскохозяйственных сточных вод, радиационная очистка
выбросных газов, радиационная обработка твердых отходов.
1.5.1. Радиационная очистка природной воды.
Природная вода (из рек, озер, водохранилищ, артезианских
колодцев и т.п.), предназначенная для снабжения населения, может быть загрязнена
вредными примесями и содержать патогенные микроорганизмы и паразиты. Часто
концентрация таких примесей и уровень заражения невелики, поэтому для
радиационной обработки воды требуются относительно низкие дозы. Дозы ~1 кГр
достаточны для очистки и обеззараживания природной воды, в частности, для
разложения органических соединений, вызывающих запах, цвет и т.п. Одной из
важных задач радиационной технологии является очистка природной воды от
токсичных и канцерогенных хлорсодержащих органических веществ. Эти вещества
поступают в воду из загрязненной окружающей среды и образуются при хлорировании
воды, содержащей некоторые органические соединения. Облучение воды, загрязненной
хлорсодержащими органическими веществами (дихлорэтан, трихлорэтан, трихлорэтилен,
тетрахлорэтилен, хлорбензол и др.), приводит к их разложению. Небольшие
количества этих веществ (~10-4
моль·дм-3 и менее) могут разлагаться при сравнительно малых дозах ~1
кГр. Применение радиационных методов в случае таких систем является
перспективным. Однако, при радиолизе хлорированных ароматических соединений
дехлорирование может сопровождаться образованием других токсичных веществ.
Например, при радиолизе растворов хлорбензола возникают фенольные соединения.
Кроме того, наблюдается заметная зависимость выхода продуктов разложения от
мощности дозы. Облучение загрязненной воды в сочетании с озонированием
обусловливает синергетический эффект. Так, озонирование воды, загрязненной
трихлорэтиленом и тетрахлорэтиленом, почти полностью исключает влияние мощности
дозы в разбавленных растворах, а также предохраняет облученную воду от
повторного появления микроорганизмов и паразитов при транспортировке ее по
трубопроводам.
Радиационная обработка дает положительные результаты также
при обработке подземных вод. Она с успехом используется для регенерации водных
скважин, загрязненных продуктами биологических процессов. Ионизирующее излучение
убивает бактерии, ответственные за окислительно-восстановительные реакции ионов
Fe(II), Mn(II) и т.п. и последующее осаждение нерастворимых продуктов гидролиза,
что приводит к “забиванию” водоотборников и “старению” скважин. Необходимые для
этого дозы равны 0.25 – 0.4 кГр.
1.5.2. Радиационная очистка сточных вод и осадков сточных вод.
Для радиационной обработки бытовых сточных вод после их
биологической очистки необходимы дозы 0.4 кГр до нескольких килогрей.
Радиационно обработанную бытовую сточную воду рекомендовано использовать для
технических целей. Промышленные сточные воды отличаются от загрязненной
природной воды разнообразием примесей и значительно более высокими их
концентрациями. Для очистки таких стоков требуются большие дозы (десятки
килогрей и более). Вследствие этого разрабатываются комбинированные методы
очистки, в которых радиационная обработка применяется в сочетании с обычным
методом (химическим, биологическим, термическим, флотационным и др.). При
использовании комбинированных методов часто наблюдается синергетический эффект.
При отстаивании сточных вод (а это первая стадия их обычной
очистки) образуются осадки, состоящие из нерастворимых твердых частиц (5 – 8%) и
воды (92 – 98%). При биологической очистке на стадии аэрации возникают осадки
другого типа, называемые избыточным активным илом; значительную часть их
составляют микроорганизмы. Осадки могут применяться как удобрения и добавки к
кормам животных. Однако они заражены бактериями и вирусами и могут содержать
вредные вещества. Проблема их дезинфекции перед использованием может быть
успешно решена с помощью радиационных методов. Обеззараживание достигается при
дозах 2 – 10 кГр.
1.5.3. Радиационная очистка выбросных газов.
В настоящее время в радиационной
технологии интенсивно развивается область, затрагивающая одну из важнейших
экологических проблем – очистку выбросных газов от вредных примесей
(преимущественно от SO2
и оксидов азота NOx, где x = 1, 2). Применение электронных пучков
является перспективным методом очистки этих газов. Кроме того, электронная
обработка газов, содержащих SO2
и NOx, позволяет одновременно удалять их.
Исследования рассматриваемой проблемы были начаты в начале
70-х годов в Японии. Впоследствии было показано, что добавка аммиака в
облучаемый газ обусловливает образование порошкообразного продукта, являющегося
смесью (NH4)2SO4
и NH4NO3, который может быть использован в качестве
сельскохозяйственного удобрения. Сейчас данный процесс называется
“Эбара-процесс” (по имени японской фирмы “Ebara Co.”, которая построила и
запустила в эксплуатацию первую установку для очистки газов).
На основе результатов, полученных в ходе отработки
технологии, можно заключить, что эффективность удаления SO2
превышает 95%, NOx
– 80 – 85%. Дозы, необходимые для очистки, составляют от ~10 до 20 кГр (в
зависимости от концентрации SO2
и NOx); энергия электронного пучка должна быть в пределах 0.3 – 1.0
МэВ.
При облучении электронный пучок, взаимодействуя с главными
компонентами выбросных газов, образует вторичные электроны, ионы, свободные
радикалы, атомы, которые реагируют с SO2
и NOx
и другими возможными примесями, а также участвуют в реакциях димеризации,
нейтрализации и т.п. Количество этих процессов велико, ~200. Оксиды азота в этих
процессах не только окисляются, но и восстанавливаются (25 – 30%) до N2O
и N2. Если NOx
удаляется исключительно в результате радиационно-химических реакций, то SO2
окисляется как в радиационно-химических процессах, так и в термических реакциях
с участием кислорода и аммиака, причем с помощью термических реакций можно
удалить 70 – 90% SO2.
Крупномасштабному применению радиационных методов очистки
выбросных газов должно способствовать снижение дозы, необходимой для удаления
вредных примесей. Например, эффективность удаления NOx
возрастает, если используется техника повторного (или зонного) облучения. Также
заметное уменьшение дозы наблюдается при введении водного аэрозоля в очищаемый
газ. Другой возможный путь – использование катализаторов в качестве добавок.
Инжектирование раствора, содержащего, например, ионы Mn2+, в газ
перед стадией электронно-лучевой обработки приводит к возрастанию эффективности
процесса.
С экономической точки зрения эбара-процесс способен
конкурировать с обычными методами очистки выбросных газов. При этом его
экономичность возрастает в случае очистки газов с большим содержание SO2.
1.5.4. Радиационная обработка твердых отходов.
Радиационные методы могут найти практическое применение для
обеззараживания больничных отходов и отходов аэропортов, регенерации
активированного угля и очистки загрязненной почвы.
Технология радиационной обработки больничных отходов
γ-излучением состоит из четырех стадий: разделение жидкой и твердой фаз,
радиационная дезинфекция жидких отходов, радиационная дезинфекция твердых
отходов и очистка выбросных газов. Другое перспективное применение γ-излучения –
обработка отходов международных аэропортов, в которых ежедневно образуется до
20-30 тонн отходов. Следующее возможное применение радиационных методов –
регенерация активированного угля, используемого для очистки природной и сточной
воды, путем облучения электронами. Опытной радиационной обработке подвергались
образцы угля с адсорбированным лаурилсульфонатом натрия. Доза, необходимая для
регенерации, составила ~1 МГр. При этом экономическая оценка показывает, что
радиационный метод в ~8 – 10 раз дешевле обычного высокотемпературного парового
метода.
1.6. Радиационная обработка пищевых продуктов.
История радиационной обработки пищевых продуктов насчитывает
более 60 лет. Получены многие важные сведения о полезном действии на них
ионизирующего излучения. Оно заключается в замедлении прорастания картофеля и
лука при хранении, удлинении срока хранения мяса и рыбы в замороженном
состоянии, дезинсекции зерна и фруктов, стерилизации мяса и мясных продуктов с
целью хранения в незамороженном состоянии и т.д. Облучение пищевых продуктов
разрешено более чем в 40 странах и в настоящее время широко используются
промышленные установки по радиационной обработке пищевых продуктов: картофеля,
лука, чеснока, томатов, бобов, сезонных овощей, специй, клубники, цитрусовых,
яблок, манго, сухофруктов, зерна, риса, куриного мяса, ферментированных сосисок,
креветок, сушеной рыбы и др.
Тщательные химические и биологические исследования, испытания
питательных свойств облученных продуктов, выполненные специалистами многих
стран, показали, что радиационная обработка не оказывает какого-либо вредного
воздействия на продукты. Международными организациями отмечена безопасность
облучения любых продуктов до дозы 10 кГр, при этом в случае продуктов,
составляющих малую долю рациона человека (например, специй), могут быть
использованы и более высокие дозы. Разрешено применять следующие виды
ионизирующего излучения: γ-излучение радиоактивных источников 60Co и
137Cs, тормозное γ-излучение, генерируемое электронными ускорителями с
энергией не более 5 МэВ, и электронное излучение с энергией не более 10 МэВ.
Выбор верхнего энергетического предела для электронов и γ-излучения связан с
тем, что при указанных энергиях не появляется наведенная радиоактивность.
В настоящее время для обработки пищевых продуктов
используются как γ-излучение, так и электронные пучки. Применяемые дозы
сравнительно небольшие: 0.05 – 0.15 кГр для ингибирования прорастания картофеля,
лука и т.п., 0.15 – 0.50 кГр для дезинсекции зерна, фруктов и др., 0.5 – 1.0 кГр
для замедления созревания фруктов, овощей, 2.0 – 5.0 кГр для уничтожения
патогенных паразитов и микроорганизмов в свежих и замороженных мясе, креветках,
рыбе и др., 2.0 – 10 кГр для улучшения технологических свойств ряда пищевых
продуктов, 10 – 50 кГр для обеззараживания пищевых добавок и ингредиентов,
например, специй, 30 – 50 кГр для стерилизации мяса, мясных продуктов,
диетических продуктов для больных и т.п.
Важная проблема в рассматриваемой области радиационной
технологии – обнаружение пищевых продуктов, подвергнутых радиационной обработке.
Идентификация облученных продуктов для информации покупателей и для контроля за
их продажей. Проблема эта сложная, поскольку эффекты, создаваемые ионизирующим
излучением, как правило, характеризуются малой величиной, к тому же они приводят
к изменениям, подобным изменениям, вызванным консервированием. Еще не создан
универсальный метод распознавания облученных пищевых продуктов. Для этой цели
использовались все виды радиационных эффектов (химические, физические и
биологические). Среди них – изменения гистологических и морфологических
характеристик, физических свойств (электрического импеданса, вязкости,
смачиваемости и др.), химические изменения в компонентах пищевых продуктов
(углеводах, липидах, белках, нуклеиновых кислотах, витаминах и др.), образование
свободных радикалов, определяемых методами хемилюминисценции, термолюминисценции
и электронного парамагнитного резонанса (ЭПР). Наиболее перспективными являются
методы, основанные на образовании свободных радикалов. Эти частицы удерживаются
в костях, панцирях, оболочках, семенах, кожуре и т.п., могут существовать
сравнительно длительное время и, как следствие, могут быть обнаружены
люминисцентными методами и методом ЭПР.
1.7. Радиационно-физическая технология.
Изменение физических свойств материалов (преимущественно
твердых тел) в результате облучения послужило основой для нескольких
практических применений. Они включают ионную имплантацию (на ускорителях ионов),
легирование полупроводников с помощью ядерных реакций (под действием тепловых
нейтронов), модифицирование полупроводниковых материалов и изделий, изготовление
полимерных мембран и резисторов для литографии, изменение окраски стекла и
кристаллов, тепловое действие мощных электронных пучков и др.
Рентгеновское излучение и электронные пучки находят
применение в литографии, обеспечивая высокое разрешение (до ~0.1 мкм) при
изготовлении кремниевых интегральных схем. В качестве резистов при использовании
ионизирующего излучения выступают полимеры, имеющие высокие
радиационно-химические выходы сшивания или деструкции. Полимеры, которые
сшиваются при облучении, являются негативными резистами. Радиационно
деструктирующиеся полимеры ведут себя как позитивные резисты.
Облучение электронами полупроводниковых устройств (например,
мощных диодов и тиристоров) сравнительно большими дозами улучшает их
быстродействие и другие эксплуатационные характеристики, что достаточно широко
используется на практике. Сфокусированные электронные пучки способны нагревать
облучаемые объекты до высоких температур. Такие пучки могут быть использованы
для плавления, испарения, резки и сварки различных материалов. Электронное
излучение находит применение для высокотемпературного синтеза материалов типа
портланд-цемента, алюмината натрия, ферритов бария и стронция, молибдата свинца
и т.п. Одновременное радиационное и тепловое воздействие может привести к
протеканию реакции с большей скоростью, с более высоким выходом и при более
низкой температуре.
На практике широко используется свойство ионизирующего
излучения образовывать центры окраски в твердых телах. Оно применяется для
изменения цвета некоторых стеклянных изделий и кристаллов. Например, одна из
станций метро в Праге декорирована γ-облученными стеклянными плитами (в
результате они приобрели коричневатую окраску). С этой целью облучению дозой 2.7
кГр было подвергнуто ~10000 плит.
На основании рассмотрения современного состояния радиационной
технологии можно утверждать, что в мире существенно расширяется использование
электронных ускорителей как более безопасных и мощных источников ионизирующего
излучения по сравнению с радиоактивными источниками. В настоящее время
радиационная технология с использованием электронных ускорителей находит все
более широкое применение в экологии. Особенно это характерно для радиационных
методов очистки выбросных газов от вредных примесей. По-видимому, в ближайшем
будущем следует ожидать существенного повышения интереса в области радиационной
обработки пищевых продуктов.
2. Применение электронных ускорителей в медицине.
Одно из наиболее быстро развивающихся направлений
использования ускорителей заряженных частиц – медико-биологические исследования
с применением изотопов различных элементов и синхротронного излучения и
радиационная (лучевая) терапия новообразований различными типами ионизирующих
излучений. Электронные ускорители находят широкое применение в лучевой терапии.
Медицина к настоящему времени располагает тремя способами
борьбы с раком: прямая хирургия, химио - и иммунотерапия, лучевая терапия. Для
лечения обычно используются либо отдельные методики, либо то или иное их
сочетание - в зависимости от конкретного заболевания и его тяжести для
конкретного больного. Известно, что в наиболее развитых странах лучевая терапия
применяется для 70% всех больных, в России же этот вариант лечения применяется
пока лишь в 20% случаев. Эффективность излечивания по всему контингенту
оценивается за рубежом уровнем порядка 60%, в России же – ниже 40%. В России
имеется около 130 отделений лучевой терапии, техническое оснащение 90% которых
находится на очень низком уровне, отставая от развитых стран на 20-30 лет; 90%
дистанционных гамма-терапевтических аппаратов относятся к разработкам 60-70
годов. Соотношение кобальтовых установок и медицинских ускорителей 7:1 вместо
принятого в развитых странах 1:2; основные фонды отечественной лучевой терапии
практически полностью состарились, что неизбежно приводит к ухудшению качества
лечения и дискредитации метода. Лучевая терапия в России находится в настоящий
момент на критически низком уровне.
2.1. Лучевая терапия
Лучевая терапия - раздел клинической медицины, в котором для
лечения различных заболеваний, в первую очередь злокачественных новообразований,
используют методы, основанные на биологическом действии ионизирующего излучения.
Основным принципом лучевой терапии является создание
достаточной дозы в области опухоли для полного подавления ее роста без
одновременного облучения окружающих тканей.
В основе противоопухолевого действия ионизирующего излучения
лежат вызываемые им повреждения жизненно важных компонентов опухолевых клеток,
прежде всего ДНК, в результате которых эти клетки утрачивают способность к
неограниченному размножению и погибают. Резорбция поврежденных излучением
опухолевых клеток и замещение их рубцовой тканью обеспечиваются активным
участием окружающих соединительнотканных элементов. Поэтому одним из основных
условий успешного проведения лучевой терапии является минимальное повреждение
окружающих нормальных тканей, что ограничивает возможность подведения к опухоли
достаточной дозы излучения. В клинической практике руководствуются понятием о
так называемом радиотерапевтическом интервале — различии в радиочувствительности
клеток опухоли и окружающей ее нормальной ткани. При облучении опухоли,
обладающей низкой радиочувствительностью, радиотерапевтический интервал
оказывается мал и ложе опухоли подвергается воздействию высоких доз излучения,
что влечет за собой снижение лечебного эффекта. В связи с этим важное значение
имеет расширение радиотерапевтического интервала путем избирательного усиления
лучевого воздействия на опухоль и (или) преимущественной защиты окружающих
нормальных тканей с помощью химических и физических радиомодифицирующих агентов.
В основу классификации методов лучевой терапии положено
деление их по виду ионизирующего излучения (гамма-терапия, рентгенотерапия,
электронная терапия). Все виды ионизирующего излучения вызывают в тканях
организма принципиально сходные биологические эффекты; отличие заключается лишь
в пространственном распределении энергии излучения, что используют при выборе
того или иного вида излучения в зависимости от локализации патологического
очага. Лечебное действие ионизирующего излучения является в основном следствием
непосредственного облучения патологического очага, а в отдельных случаях связано
с опосредованным (косвенным) влиянием на него путем облучения нервной системы
или желез внутренней секреции.
Электронная лучевая терапия – вид лучевой терапии,
заключающийся в облучении патологического очага пучком электронов. Облучение
осуществляется дистанционно на линейных ускорителях, бетатронах и микротронах,
генерирующих электроны с энергиями в диапазоне
от 1 до 45 МэВ.
Пространственное распределение дозы электронного излучения в тканях
характеризуется высоким градиентом дозы. Эта особенность улучшает условия
облучения опухоли за счет уменьшения дозы, приходящейся на окружающие здоровые
ткани. Глубина резкого спада дозы, выраженная в сантиметрах, приблизительно
соответствует половине значения энергии электронов в МэВ, которую подбирают в
зависимости от глубины залегания опухоли.
Электронная терапия показана при сравнительно поверхностно расположенных
злокачественных новообразованиях – раке кожи, слизистой оболочки
полости рта, вульвы, рецидивах рака молочной железы, злокачественных лимфомах
кожи, метастазах рака в поверхностные лимфатические узлы. В случае
генерализованного поражения кожи при злокачественной лимфоме используют
тотальное и субтотальное облучение пучком электронов. Обычно применяют
традиционное фракционирование с использованием разовой дозы 2
Гр;
суммарная доза составляет 25–30 Гр. При этом часто наблюдается эритема
кожи; влажный эпидермит развивается после воздействия в суммарной дозе 45–50
3
Гр3.3
Благодаря относительно небольшой проникающей способности электронов общие
лучевые реакции при электронной терапии практически не возникают.
Лучевую терапию используют для лечения злокачественных
новообразований и некоторых неопухолевых заболеваний. Проводят ее, как правило,
в радиологическом стационаре, однако нередко допускается амбулаторное лечение. В
процессе лучевой терапии осуществляют систематическое наблюдение за состоянием
больного, степенью регрессии опухоли, развитием общих и местных реакций и в
зависимости от их выраженности проводят корригирующие мероприятия. При хорошем
планировании лучевой терапии общие реакции на облучение выражены слабо и по
окончании его бесследно исчезают. Лишь при облучении больших объемов тканей
(области живота, таза, грудной клетки) и использовании относительно высоких
суммарных доз излучения отмечаются тошнота, потеря аппетита, иногда головные
боли, нарушение сна, лейкопения, тромбоцитопения и пр. Местные лучевые реакции
возникают при больших суммарных очаговых дозах и проявляются в виде мукозита,
эпителита, эзофагита, пульмонита, цистита и др. В большинстве случаев после
прекращения облучения и под влиянием соответствующей терапии эти реакции быстро
стихают. При нарушении правил планирования лучевой терапии или в случаях
неизбежности облучения здоровых тканей в дозах, превышающих их толерантность,
могут возникнуть необратимые лучевые повреждения в виде катаракты, миелита,
пневмосклероза, перикардита и др.
2.2. Лучевая терапия злокачественных новообразований
В зависимости от цели лечения различают радикальную (достижение полной резорбции
опухоли и излечения больного) лучевую терапию, паллиативную (торможение роста
опухоли, продление жизни больного) и симптоматическую (устранение отдельных
симптомов, например боли, компрессионного синдрома и др.). Лучевую терапию
используют и в сочетании с другими методами лечения злокачественных
новообразований — оперативными вмешательствами и химиотерапией.
Радикальную лучевую терапию применяют при локально-регионарном распространении
опухоли. Облучению подвергают первичный очаг и зоны регионарного
метастазирования. В зависимости от локализации опухоли и ее
радиочувствительности выбирают вид лучевой терапии, способ облучения и значения
дозы. Суммарная доза на область первичной опухоли составляет 60–75
Гр,
на зоны метастазирования – 45–50 Гр.
Паллиативную лучевую терапию проводят больным с распространенным опухолевым
процессом, при котором, как правило, не представляется возможным добиться
полного и стойкого излечения. В этих случаях в результате лечения наступает лишь
частичная регрессия опухоли, снижается интоксикация, исчезает болевой синдром и
восстанавливается функция органа, пораженного опухолью, что обеспечивает
продление жизни больного. Для этих целей используют меньшие суммарные очаговые
дозы – 40–55 Гр. Иногда при высокой радиочувствительности опухоли и
хорошей ответной реакции на облучение удается трансформировать паллиативную
программу лечения в радикальную.
Симптоматическую лучевую терапию применяют для устранения наиболее грозных и
тяжелых симптомов опухолевого заболевания, преобладающих в клинической картине в
момент назначения лечения (сдавливание крупных венозных стволов, спинного мозга,
мочеточников, желчных протоков, обтурация просвета пищевода, болевой синдром).
2.3. Лучевая терапия неопухолевых заболеваний
Лучевая терапия применяется при различных заболеваниях
воспалительного характера (фурункулах, карбункулах, панарициях, маститах,
парапроктитах, послеоперационных анастомозитах, инфильтратах, свищах),
дегенеративно-дистрофических процессах опорно-двигательного аппарата (артрозах,
бурситах, эпикондилитах), невралгиях, невритах, арахноидитах, фантомных болях,
некоторых болезнях кожи и др. Лечебный эффект лучевой терапии при неопухолевых
заболеваниях связывают с активизацией функции системы мононуклеарных фагоцитов,
улучшением микроциркуляции в патологическом очаге и исчезновением отека.
Отмечают десенсибилизирующий, антиспастический и аналгезирующий эффекты.
При лучевой терапии неопухолевых заболеваний обычно
используют небольшие дозы излучения. Лучевую терапию осуществляют во фракционном
режиме с включением в поле облучения объема тканей, превышающего клинически
определяемые границы патологического очага. Разовые дозы могут колебаться от
0.15 до 0.5 Гр. При острых
воспалительных процессах сеансы облучения проводят с интервалом в 3–5 дней, а
при хронических заболеваниях их сокращают до 1–2 дней. Суммарные очаговые дозы
составляют от 0.5 до 5 Гр.
2.4. Интраоперационная лучевая терапия
Интраоперационная лучевая терапия (ИОЛТ) – это особая технология лучевого
лечения, которая основывается на электронном облучении глубинных злокачественных
опухолей во время хирургической операции. Главная привлекательность этого метода
состоит в том, что ионизирующее излучение может быть направлено непосредственно
на патологический очаг или ложе удаленной опухоли, в то время как смежные,
хирургическим путем мобилизованные нормальные ткани, можно защитить от
облучения. ИОЛТ позволяет подвести к опухоли высокие поглощённые дозы более
результативно, чем это может быть достигнуто только с помощью одной
конвенциональной дистанционной лучевой терапии. В настоящее время задачи ИОЛТ
определены достаточно четко: повышение абластики
оперативных вмешательств; уменьшение частоты локорегионарных рецидивов;
повышение общей и безрецидивной выживаемости пациентов. В большинстве случаев
ИОЛТ проводится на электронных ускорителях. При использовании этой техники
используются два варианта проведения процедуры: облучение в ускорительном зале и
облучение непосредственно в операционной. Применение обеих методик связано с
рядом проблем, которые ограничивают их возможности. Для облучения в
ускорительном зале требуется перемещение туда больного, что связано с
преодолением очевидных технических и организационных трудностей: проблемы
транспортировки, обеспечения наркоза, обеспечения стерильности, не говоря о
технологии проведения собственно процедуры облучения. При облучении
непосредственно в операционной также возникает ряд менее существенных проблем,
связанных с ее техническим оснащением и оснащением такой операционной
радиационной защитой.
Интраоперационная лучевая терапия используется при лечении больных раком
молочной железы, желудка, ободочной и прямой кишок, яичников и тела матки,
остеогенной саркомой. В данном варианте лучевой терапии используется широкий
диапазон однократных доз от 10 – 20 Гр до 60 Гр при облучении костного
реплантанта.
В настоящее время особое внимание уделяется использованию ИОЛТ для лечения
больных раком молочной железы. По данным Всемирной организации здравоохранения,
рак молочной железы – самая часто диагностируемая злокачественная опухоль у
женщин в мире. По частоте рак молочной железы находится на втором месте после
рака легкого. Каждый год во всем мире регистрируют более одного миллиона новых
случаев рака молочной железы, и более 400 тыс. женщин умирают от этого
заболевания. По существующим мировым оценкам, ранние стадии рака молочной железы
ежегодно выявляют более чем у 300 тыс. женщин. В России за период с 1996 по 2004
г. увеличилась доля больных раком молочной железы I–II стадий до 61.6 % и
снизилась одногодичная летальность до 11.5%. По мере улучшения ранней
диагностики рака молочной железы все большее внимание уделяется
органосохраняющим операциям. В зарубежных центрах это направление называется
«консервативной» операцией. В настоящее время органосохраняющие операции в
сочетании с лучевой терапией по поводу рака молочной железы I–II стадий прочно
вошли в практику лечения данной патологии. Как показывает накопленный опыт,
возможности лучевой терапии в лечении рака молочной железы далеко не исчерпаны,
идет непрерывный поиск новых, высокоэффективных методов облучения.
С целью повышения эффективности органосохраняющего лечения больных раком
молочной железы во многих центрах мира проводятся клинические исследования по
применению интраоперационной лучевой терапии (ИОЛТ) с подведением однократной
дозы 15–21 Гр за сеанс с помощью мобильных ускорителей электронов. Для четкой
визуализации и адекватного определения объема локального облучения обязательным
является клипирование ложа удаленной опухоли рентгеноконтрастными клипсами после
проведения органосохраняющей операции. В ряде случаев интраоперационное
облучение дополняют дистанционной лучевой терапией (ДЛТ) с использованием
современных технологий – 3D CRT, IMRT (модулирование интенсивности лучевой
терапии), так как, по мнению исследователей, однократная доза ИОЛТ не может
обеспечить стойкого подавления опухолевого очага. Общими усилиями онкологов,
радиологов, медицинских физиков в мире преодолен первый рубеж клинических
испытаний, накоплен большой опыт комбинированного лечения с применением ИОЛТ, а
также ИОЛТ и ДЛТ у больных с различными злокачественными новообразованиями.
Вместе с тем в этом виде лучевой терапии остается много нерешенных проблем.
Большинство исследователей отмечают, что очевидным преимуществом ИОЛТ является
то, что источник излучения подводится непосредственно к ложу опухоли во время
хирургического вмешательства, тем самым удается избежать негативного воздействия
на кожу, подкожную клетчатку и, соответственно, уменьшить риск развития фиброза.
При этом достигается отличный косметический результат у большинства больных
раком молочной железы. По последним данным, представленным на 52-й Ежегодной
Конференции Американского общества по радиационной онкологии (Сан-Диего, 2010),
лучевая терапия после органосохраняющей операции снижает риск рецидива или
смерти от рака молочной железы в течение 10 лет почти на 15%.
3. Применение электронных ускорителей в досмотровых комплексах.
После 11 сентября 2001 года практически все государства мира направили
значительные усилия на обеспечение безопасности в аэропортах, морских портах и
сухопутных пограничных пропускных пунктах. Действительно, через такие пропускные
пункты ежегодно проходят миллионы автомобилей и контейнеров. Ручной досмотр
контейнера или большегрузного автомобиля – процедура длительная и дорогостоящая,
требующая привлечения больших людских ресурсов. В связи с этим такая процедура
может применяться только избирательно к грузу, вызывающему по каким-либо
причинам подозрение. Необходимо обеспечение сотрудников пограничных пропускных
пунктов инструментами, позволяющими быстро и эффективно посмотреть внутрь
контейнера и проанализировать его содержимое без вскрытия. Такими инструментами
являются инспекционно-досмотровые комплексы (ИДК).
Оснащение
пограничных пунктов пропуска инспекционно-досмотровыми комплексами в настоящее
время является одним из приоритетных направлений работы Федеральной таможенной
службы. Актуальность этой задачи определяется принятыми Всемирной таможенной
организацией в июне 2005 г. Рамочными стандартами безопасности и облегчения
мировой торговли. Россия присоединилась к данным стандартам, в которых одной из
поставленных целей для обеспечения глобальной безопасности является обустройство
пунктов пропуска на границе и оснащение их современными средствами технического
контроля, в том числе развертывание сети стационарных и передвижных ИДК. В
концепции развития таможенной службы Российской Федерации до 2010 года,
утвержденной Правительством в декабре 2005 года отмечалось, что создание
технических возможностей оперативного контроля содержимого контейнеров без их
вскрытия является одним из важнейших направлений деятельности службы.
Концепция
предусматривала, что в целом, за счет средств федерального бюджета, в рамках
программы «Государственная граница», а также за счет займа Всемирного банка на
границах Российской Федерации будет развернуто 72 ИДК, в том числе 22 мобильных
и 50 стационарных, из них 10 - в морских портах. Указанное количество ИДК
является лишь первоначально необходимым, впоследствии весь периметр границы и
крупнейшие морские порты должны быть оснащены такими комплексами. Внедрение ИДК
позволит значительно сократить время выполнения таможенных формальностей на
границе, что в свою очередь приведет к увеличению грузопотоков, расширению
внешнеэкономической деятельности. Очевидно также, учитывая требования Рамочных
стандартов безопасности, что впоследствии порты, не оснащенные ИДК, будут лишены
возможности участвовать в международном торговом обороте.
В настоящее время завершается разработка Федеральной целевой программы
“Государственная граница Российской Федерации (2012-2020 годы)”, в рамках
которой планируется провести масштабную модернизацию имеющихся и создание новых
объектов пограничной инфраструктуры, включая ИДК отечественного производства.
ИДК предназначены для интроскопии крупногабаритных объектов таможенного
контроля, отличающихся значительными размерами, весом, составом конструкционных
материалов, повышенной плотностью загрузки различными видами перевозимых в них
товаров. В соответствии с функциональным назначением ИДК делятся на два вида:
- ИДК для интроскопии легковых автотранспортных средств (легковых
автомашин, микроавтобусов, прицепов, передвижных дач, отдельных грузовых
упаковок, не превышающих веса порядка 3-х тонн и размеров легковых автомашин);
- ИДК для интроскопии крупногабаритных объектов, предназначенных для перевозки
грузов (контейнеров, трейлеров, рефрижераторов, железнодорожных вагонов).
Тактико-технические характеристики ИДК должны обеспечивать возможность
визуализации содержимого указанных видов объектов, распознавание находящихся в
них различных устройств, предметов и веществ; определение загруженности объема
контейнера товарами и осмотр пространственного расположения содержимого;
координатную привязку обнаруженных предметов к местам расположения; возможность
распознавания изделий из различных материалов (металлы, органические вещества);
возможность просмотра конструктивных полостей и пространств между стенками,
потолочными перекрытиями и полом контейнеров, узлов автомашин и железнодорожных
вагонов.
Аппаратура позволяет осуществить детальный, фрагментарный просмотр отдельных зон
инспектируемого объекта и его содержимого и увеличение изображения в несколько
раз. Время интроскопии одного крупногабаритного объекта составляет 15—20 мин.
3.1. Методы досмотра грузов.
Для досмотра перевозимых грузов в ИДК используются два основных
метода:
- сканирование с помощью высокоэнергетического тормозного γ-излучения,
создаваемого ускорителем электронов;
- сканирование с использованием γ-излучения радиоактивных изотопов кобальта или
цезия (Кобальт-60, Цезий-137).
Основной принцип, лежащий в основе использования γ-излучения состоит в том, что
γ-кванты, генерируемые источником излучения, поглощаются и рассеиваются на своем
пути в зависимости от плотности и атомной структуры материала, через который они
проходят. Детекторная система на приемной стороне содержит элементы,
преобразующие дошедшие до них фотоны в электрический сигнал. В системах на базе
ускорителей электронов в качестве детекторов обычно используются
сцинтилляционные кристаллы совместно с фотодиодами. В сцинтилляторах фотонное
излучение преобразуется в видимый свет, который затем с помощью фотодиодов
преобразуется в электрический ток. Величина тока пропорциональна количеству
попавших в детектор фотонов. В системах с использованием радиоактивных изотопов
обычно используют специальные детекторные линейки с фотоумножителями, так как
излучение используемых в таких системах радиоактивных изотопов имеет существенно
меньшую энергию. Достоинством таких систем является непрерывный характер
излучения и, следовательно, отсутствие необходимости синхронизации излучающей и
детектирующей подсистем. Также такие системы относительно компактны в связи с
тем, что подсистема излучения имеет относительно простую конструкцию и небольшие
размеры. Недостатком является относительно низкая проникающая способность и
существенно меньшее разрешение, связанное с большими габаритными размерами
фотоумножителей.
3.2. Критерии оценки эффективности досмотровых систем.
Существуют 3 основных критерия оценки эффективности досмотровых
систем:
- Проникающая способность;
- Контрастная чувствительность;
- Разрешение.
Проникающая способность γ-излучения радиоактивных изотопов связана с
активностью соответствующих источников и в существующих системах не превышает
180 мм в стали. Ускорители электронов с максимальной энергией тормозного
излучения до 9 МэВ обеспечивают проникающую способность в стали до 440 мм.
Контрастная чувствительность – второй критерий для досмотра, очень важен
для того, чтобы различать предметы внутри контейнера. Чем выше контрастная
чувствительность, тем выше вероятность обнаружения подозрительных предметов в
грузе.
Разрешение - способность различать отдельные детали на картинке. Если
поставлена задача найти сотню килограммов наркотиков в контейнере, то достаточно
просто увидеть на изображении аномалию, значительно выделяющуюся на фоне
остального содержимого контейнера. Но если необходимо, например, обнаруживать
компоненты оружия, то их размеры могут быть достаточно малы. Поэтому необходимо
иметь системы с максимально возможным разрешением для эффективного обнаружения
подобного рода угроз.
Все три критерия напрямую связаны с уровнем энергии и количеством фотонов,
прошедших сквозь материал. Поэтому большое значение имеет выбор источника
излучения. В настоящее время наибольшее распространение получили системы на
основе линейных ускорителей электронов. Производством оборудования для ИДК в
мире занимаются несколько компаний, в частности Smiths Heimann, RapiScan,
Nuctech и другие.
3.3. Классификация инспекционно-досмотровых комплексов.
Производители обычно подразделяют свою продукцию на 3 группы:
- Мобильные ИДК;
- Перебазируемые ИДК;
- Стационарные ИДК.
Мобильные системы устанавливаются на автомобильное шасси и могут
свободно перемещаться по дорогам общего пользования. В их состав входит система
автономного электропитания (дизель-генератор), что позволяет использовать
мобильный комплекс практически везде, где есть более-менее ровная площадка.
Перебазируемые и стационарные системы устанавливаются в специально
оборудованных зданиях. Обычно предполагается, что перебазируемый комплекс можно
при необходимости достаточно быстро (в течение 3-4 недель) переместить в другое
место, но отечественные требования к радиационной безопасности таких комплексов
существенно отличаются от европейских. Свою роль играет климат, поэтому на
практике и для перебазируемых и для стационарных комплексов в России принято
строить капитальные здания.
3.4. Основные компоненты инспекционно-досмотровых комплексов на базе
электронных ускорителей.
ИДК на базе электронных ускорителей обычно состоят из следующих
основных компонентов:
- Система тормозного γ-излучения, генерирующая излучение с уровнем энергии до 9
МэВ, что обеспечивает проникающую способность по стали до 440 мм.
- Система детектирования, представляющая из себя детекторную линейку. В
качестве детекторов используются сцинтилляционные детекторы.
- Жесткая стальная рама (портал), перемещающаяся с помощью электропривода по
рельсам с постоянной скоростью. На раме установлены системы излучения и
детектирования.
- Компьютерная подсистема, обеспечивающая взаимодействие всех подсистем
комплекса, визуализацию полученных изображений, их обработку, хранение и
информационный обмен с внешними компьютерными системами.
- Система управления на базе программируемого логического контроллера,
отслеживающая состояние всех подсистем и обеспечивающая координирование всех
операций.
- Система бесперебойного электропитания.
- Система радиационной безопасности.
- Подсистема технологического видеонаблюдения, позволяющая оператору комплекса
видеть происходящее в тоннеле сканирования и в коридорах.
- Подсистема связи.
- Подсистема громкого оповещения.
- Подсистемы безопасности (охранная, пожарная сигнализация, система контроля
доступа).
Для современных ИДК разработан ускоритель электронов, который работает в режиме
дуальной энергии (например, 3 и 6 МэВ, 6 и 9 МэВ). Использование метода дуальной
энергии позволяет реализовать в ИДК функцию дискриминации – разделения
материалов по атомному номеру, что позволяет различать органические,
неорганические вещества, металлы. Данная функция существенно облегчает и
ускоряет анализ полученного изображения.
3.5. Радиационная безопасность инспекционно-досмотровых комплексов на базе
электронных ускорителей.
Серьезнейшее внимание при работе ИДК уделяется радиационной безопасности. Для
размещения технологического оборудования используется специально
спроектированное здание с бетонными стенами достаточной толщины и
автоматизированными защитными воротами. Здание обеспечивает необходимый режим
работы установки и защищает персонал от излучения.
Радиационная безопасность обеспечивается следующими мерами:
- Исключение доступа персонала и посторонних в досмотровый тоннель в процессе
сканирования. Система оснащена большим количеством блокировок, останавливающих
излучение в случае попытки открытия двери в тоннель, появления посторонних в
непосредственной близости от защитных ворот, а также в случае нажатия любой из
нескольких десятков кнопок аварийного выключения.
- Применение защитных материалов, обеспечивающих значение дозы за час работы в
любой точке в 10 см от внешней поверхности стен и защитных ворот не более 1 мкЗв.
Доза в помещениях операторов не превышает установленного нормами радиационной
безопасности порога для населения (не более 1мЗв/год).
- Проведение постоянного радиационного мониторинга в помещениях операторов.
Длина досмотрового тоннеля позволяет сканировать автопоезда с максимально
разрешенной российскими ПДД длиной. Производительность комплекса составляет до
20 - 30 транспортных средства в час в нормальном режиме.
Стабильная скорость движения портала, высокая проникающая способность излучения
линейного ускорителя, минимальные размеры детекторов обеспечивают получение
высококачественного изображения сканируемого автомобиля. Программное
обеспечение, используемое для анализа изображения, содержит большое количество
мощных программных инструментов, что позволяет операторам анализа быстро и точно
локализовывать подозрительные объекты, определять их размеры и относительное
положение. Рентгеноскопические изображения вместе с таможенными декларациями
хранятся в надежной и высокопроизводительной базе данных. Размер этой базы
позволяет хранить десятки тысяч изображений. При необходимости изображения можно
экспортировать на съемные носители.
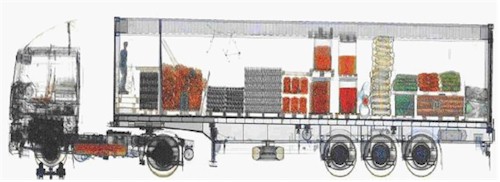
Изображение автомобиля, полученное с применением функции дискриминации
материалов (электронный ускоритель с дуальной энергией).
Использование инспекционно-досмотровых комплексов на пограничных пропускных
пунктах позволяет перевести досмотр транспортных средств на качественно новый
уровень и существенно повысить безопасность.
4. Применение электронных ускорителей для дефектоскопии.
Дефектоскопия – комплекс физических методов и средств
неразрушающего контроля качества материалов, заготовок и изделий с целью
обнаружения дефектов их строения. Методы дефектоскопии позволяют полнее
оценить качество каждого изделия без его разрушения и осуществить сплошной
контроль, что особенно важно для изделий ответственного назначения, для
которых методы выборочного разрушающего контроля недостаточны.
Несоблюдение заданных технологических параметров при обработке материала
сложного химического и фазового состава, воздействие агрессивных сред и
эксплуатационных нагрузок при хранении изделия и в процессе его работы могут
привести к возникновению в материалах различного рода дефектов - нарушений
сплошности или однородности, отклонений от заданного химического состава,
структуры или размеров, ухудшающих эксплуатационные характеристики. В
зависимости от величины дефекта в зоне его расположения изменяются физические
свойства материала - плотность, электропроводность, магнитные, упругие
характеристики и др.
Методы дефектоскопии основаны на анализе вносимых дефектом искажений в
приложенные к контролируемому изделию физические поля различной природы и на
зависимости результирующих полей от свойств, структуры и геометрии изделия.
Информация о результирующем поле позволяет судить о наличии дефекта, его
координатах и размере.
Дефектоскопия включает в себя разработку методов неразрушающего контроля и
аппаратуры - дефектоскопов, устройств для проведения контроля, обработки и
фиксации полученной информации. На практике в дефектоскопии применяются
оптические, радиационные, магнитные, акустические, электромагнитные
(токовихревые) и др. методы.
Радиационная дефектоскопия основана на зависимости поглощения проникающего
излучения от длины пути, пройденного им в материале изделия, от плотности
материала и атомного номера элементов, входящих в его состав. Наличие в изделии
нарушений сплошности, инородных включений, изменений плотности и толщины
приводит к различному ослаблению излучения в различных его сечениях. Регистрируя
распределение интенсивности прошедшего излучения, можно получить информацию о
внутренней структуре изделия, в том числе судить о наличии, конфигурации и
координатах дефектов. При этом могут использоваться проникающие излучения
различной жёсткости: рентгеновское излучение с энергиями 0.01-0.4 МэВ; тормозное
излучение, полученное на электронных ускорителях с энергиями 1 – 45 МэВ
(линейный ускоритель, микротрон, бетатрон), радиоизотопное излучение с энергиями
0.08-1.3 МэВ; нейтронное излучение с энергиями 0.1-15 МэВ.
Для радиационной дефектоскопии изделий большой толщины единственным
инструментом, обеспечивающим требуемый контроль качества, являются электронные
ускорители. Требования надежности в атомной, химической, нефтегазовой,
судостроительной промышленности приводят к необходимости неразрушающего контроля
крупногабаритных изделий, включающего обнаружение и идентификацию дефектов:
раковин, трещин, полостей, инородных включений и т.п. При использовании в
качестве ионизирующего излучения тормозного излучения, генерируемого на
электронных ускорителях, толщины контролируемых изделий в стальном эквиваленте
могут достигать 600 мм.
В зависимости от методов детектирования (обнаружения и
регистрации) ионизирующего изучения различают
радиографию, при которой
фиксирование изображения внутренней структуры изделия происходит на пленке или
бумаге, радиоскопию
(изображение наблюдается на экране) и радиометрию
(регистрируются электрические сигналы).
Радиография получила наибольшее распространение с связи с
простотой, наглядностью и документальным подтверждением результатов контроля.
При радиографическом контроле для регистрации интенсивности прошедшего через
металл излучения применяют радиографическую пленку или фотобумагу (метод прямой
экспозиции), металлические активируемые экраны или заряженные полупроводниковые
пластины (метод переноса изображения). Более распространен метод прямой
экспозиции. Оптическая плотность почернения радиографической пленки или
фотобумаги зависит от дозы ионизирующего излучения, она больше на местах,
перекрытых менее плотными участками контролируемого объекта. Поэтому такие
дефекты, как поры, трещины, непровары, а также шлаковые включения, будут
выглядеть на радиографической пленке в виде темных пятен соответствующей формы.
Включения более плотные, чем основной металл, на радиограммах имеют вид светлых
пятен. Для лучшего выявления дефекта направление излучения должно по возможности
совпадать с направлением его максимального размера.
Радиографические пленки характеризуются чувствительностью
к излучению и контрастностью. Чем больше чувствительность пленки, тем выше
производительность контроля. Чем выше контрастность пленки, тем выше
чувствительность контроля. Поэтому высококонтрастные пленки применяют при
просвечивании ответственных изделий, а также легких металлов и деталей малой
толщины. Время просвечивания определяется по номограммам экспозиции, которые
обычно строят для каждого материала в зависимости от его толщины, энергии
излучения, фокусного расстояния; типа применяемой пленки и усиливающих экранов.
Перспективным видом радиационной дефектоскопии является ксерорадиационная
дефектоскопия, которая заключается в том, что для обнаружения дефекта пользуются
пластинкой из стальной или алюминиевой фольги, на поверхность которой нанесен
фотопроводниковый слой (обычно селеновый). Пластину предварительно заряжают. Под
действием рентгеновского или гамма-излучений ксеропластина теряет электрические
заряды. Остаточный заряд будет тем меньше, чем больше интенсивность излучения,
когда лучи проходят какие-то неплотности, пустоты в металле (шлак, поры и т.
п.). Поэтому интенсивность излучения в местах дефектов бывает выше и заряд в
этих местах будет меньше. Все это образует в ксеропластине скрытое
электростатическое изображение, которое преобразуется в видимое путем его
проявления. Оно заключается в том, что пластина со скрытым электростатическим
изображением опыляется предварительно электризуемым порошком (мел, тальк и др.).
На это затрачивается 10 - 40 с. Длительность электризации ксерорадиографической
пластины – 10 - 120 с. Заряд в пластине сохраняется до 30 мин. 3
Время контроля по сравнению с обычной радиографией уменьшается в десятки раз.
Одна ксерорадиографическая пластина может использоваться до 1000 раз.
Размножение снимка с ксеропластины проводится путем контактирования с простой
бумагой, на которой и фиксируется изображение.
Радиоскопия основана на просвечивании контролируемых
объектов ионизирующим излучением, преобразовании прошедшего излучения в
светотеневое или электронное изображение с последующим усилением, передачей и
анализом изображения на экране оптического устройства или телевизионного
приемника. Применение телевизионных систем обеспечивает радиационную
безопасность персонала, позволяет усиливать яркость и контрастность и изменять
масштаб изображения. Радиоскопия позволяет рассмотреть внутреннюю структуру
объекта непосредственно в момент просвечивания, при этом сохраняются достоинства
радиографии: возможность определения типа, характера и формы дефекта. Малая
инерционность преобразования радиационного изображения позволяет за короткое
время исследовать объект под различными углами, что повышает вероятность
выявления скрытых дефектов. Чувствительность радиоскопии ниже чувствительности
радиографии, производительность – выше. В установках для радиоскопии может быть
предусмотрена отметка и последующая радиография выявленных дефектных участков.
Радиометрия основана на просвечивании изделия ионизирующим излучением и
преобразовании плотности потока или спектрального состава прошедшего излучения в
электрический сигнал. В качестве источника излучения применяют в основном
тормозное излучение электронных ускорителей, реже – рентгеновские аппараты и
источники нейтронов. В качестве детекторов используют ионизационные камеры,
газоразрядные счетчики (пропорциональные и счетчики Гейгера), фиксирующие
ионизацию или газовый разряд под действием ионизирующего излучения, а также
сцинтилляционные счетчики.
В отличие от радиографического и радиоскопического методов при радиометрии
объект просвечивается узким пучком излучения. Если в просвечиваемом изделии
будет дефект, то регистрационное устройство отметит изменение интенсивности
излучения.
Преимущества радиометрии – высокая чувствительность (выше, чем у
радиографического метода), высокая производительность, возможность
бесконтактного контроля качества движущегося изделия, что особенно удобно при
поточном производстве (возможно осуществление обратной связи с технологическим
процессом). Основной недостаток радиометрии: интегрирующие свойства -
одновременная регистрация сигнала от дефекта и от изменения толщины изделия. Это
затрудняет возможность определения формы, размеров и глубины залегания дефекта.
Дальнейшим развитием радиографии является радиационная вычислительная
томография. В отличие от обычной радиографии объект просвечивается большим
количеством источников излучения, прошедшее излучение фиксируется большим
количеством детекторов, изделие перемещается по определенной программе,
результаты контроля запоминаются и анализируются с помощью ЭВМ, а затем на
основе созданной модели внутренней структуры объекта формируется ее изображение
на экране, т.е. обеспечивается наглядность, отсутствующая при обычной
радиографии.
С помощью радиационных методов контроля выявляются трещины, непровары, непропаи,
включения, поры, подрезы и другие дефекты. Результаты контроля наглядны (кроме
обычной радиометрии), поэтому по сравнению с другими методами неразрушающего
контроля при радиационном контроле легче определить вид дефекта. Как правило, не
требуется высокая чистота поверхности сварных швов и изделий, можно
контролировать толщины изделий, существенно большие, чем в других методах
неразрушающего контроля.
ЛИТЕРАТУРА.
- В.Н Забаев. Применение ускорителей в науке и промышленности. Томск: Изд-во ТПУ, 2008.
- А.К. Пикаев. Современное состояние радиационной технологии. Успехи химии 64
(6) 1995, с. 609.
- M.R Cleland.
Industrial Applications of Electron Accelerators. CERN Accelerator School.
Zeegse, Netherlands, 24 May to 2 June, 2005, p. 383.
- M.R Cleland. High Power Electron Accelerators for Industrial Radiation
Processing. Radiation Processing of Polymers, Hanser Publishers, Munich, and
Oxford University Press, New York (1992) p. 23.
- S. Machi. Growing Industrial Applications of Electron Accelerator in Japan.
Topical Meeting AccApp09, IAEA Satellite Mtg. Application of Electron
Accelerator May 4-8, 2009.
- 3Клиническая рентгенорадиология. (под ред. Г.А.
Зедгенидзе), т. 5, М., 1985.
- 52nd 3ASTRO
3Annual Meeting, 31 October - 4 November, 2010, San
Diego, CA.
- Чойнзонов Е.Л., Мусабаева Л.И. Интраоперационная электронная и дистанционная
гамма-терапия злокачественных новообразований. Успехи современного
естествознания, 2010, № 2, с. 51.
- Reitsamer R., Sedlmayer F., Kopp M. et al. Concepts and Techniques of
Intraoperative Radiotherapy for Breast Cancer. Breast Cancer, 2008, Vol. 15.
р. 40.
- Мусабаева Л.И.,. Старцева Ж.А Интраоперационная электронная и дистанционная
гамма-терапия рака молочной железы I–II стадий заболевания (обзор
литературы). Сибирский онкологический журнал, 2011, №2 (44), с. 79.
- Концепция развития таможенных органов Российской Федерации. Распоряжение
Правительства РФ от 14 декабря 2005 г. N 2225-р.
- Федеральная целевая программа "Государственная граница Российской Федерации
(2003 – 2011 годы)".
- Б.Г. Маслов, А.Л. Ремизов. Радиационная дефектоскопия. Контроль проникающими
веществами. М.: Издательство МГТУ, 1992.
- М.Д. Банов, Ю.В. Казаков, М.Г. Козулин и др. Сварка и резка материалов. М.:
Издательский центр Академия, 2007.
- ГОСТ 20426. Контроль неразрушающий. Методы дефектоскопии радиационные.
Область применения.
- В.В. Клюев, Э.И. Вайнберг, И.А. Казак, В.П. Курозаев “Вычислительная
томография — новый радиационный метод неразрушающего
контроля”. Дефектоскопия, 1980, № 3, с. 42— 60.
|